Các loại que hàn thép các bon thấp
3.1 Cấu tạo:


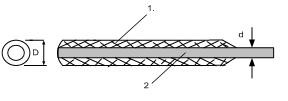
Gồm 02 phần lõi thép và thuốc bọc que hàn. Theo tiêu chuẩn việt nam TCVN 3734 – 89. Quy ước đường kính que hàn được gọi theo đường kính của lõi thép que hàn
3.2. Phân loại que hàn:
3.2.1 Phân loại theo công dụng:
Que hàn được chia thành các nhóm sau:
- Que hàn để hàn để hàn thép các bon và thép hợp kim kết cấu.
- Que hàn để hàn thép hợp kim chịu nhiệt.
- Que hàn để hàn thép thép hợp kim cao và có tính chất đặc biệt.
- Que hàn đắp.
- Que hàn gang.
- Que hàn kim loại màu …
3.2.2. Phân loại theo chiều dày lớp thuốc bọc:
Chiều dày lớp thuốc bọc thay đổi tùy theo điện cực được biểu thị bởi hệ số lớp thuốc bọc, tỷ số giữa đường kính toàn phần và đường kính lõi thép que hàn D/d.
- Nếu D/d = 1.2 đến 1.35 điện cực có lớp thuốc bọc mỏng .
- Nếu D/d = 1.4 đến 1.7 điện cực có lớp thuốc bọc trung bình
- Nếu D/d = 1.8 đến 2.2 điện cực có lớp thuốc bọc dày .
3.2.3 Phân loại theo tính chất chủ yếu của vỏ thuốc bọc que hàn.
- Que hàn loại vỏ thuốc hệ axít (ký hiệu chữ A).
Thuốc bọc loại này chế tạo từ các loại oxít sắt, oxít mangan, oxít silic
- Que hàn loại này có tốc độ chảy lớn, cho phép hàn bằng hai loại dòng điện AC và DC và hàn được các vị trí hàn trong không gian.
- Nhược điểm: Dễ bị nứt nóng do đó ít dùng để hàn các loại thép có hàm lượng lưu huỳnh và cacbon cao.
>>> Máy hàn que HK 120A – Máy hàn điện tử Hồng Ký
- Que hàn loại vỏ thuốc hệ bazơ (ký hiệu chữ B).
Trong vỏ thuốc chủ yếu là các thành phần như canxi cacbonat, magiê cacbonat, huỳnh thạch, ferômangan, silic, titan … Khi hàn sẽ tạo ra các khí bảo vệ CO và CO2 do phản ứng phân ly của cacbonat. Que hàn hệ bazơ thường chỉ sử dụng với dòng điện hàn một chiều nối nghịch. Mối hàn ít bị nứt kết tinh nhưng dễ bị rỗ khí. Có thể sử dụng loại này để hàn các thép có độ bền cao, các loại kết cấu hàn quan trọng.
- Que hàn loại vỏ thuốc hệ hữu cơ (ký hiệu chữ O hay C).
Loại que hàn này có chứa nhiều loại tinh bột, xenlulô, … để tạo ra môi trường khí bảo vệ cho quá trình hàn. Đặc điểm của loại que hàn này có tốc độ đông đặc nhanh do đó có thể sử dụng để hàn leo, hàn ngang, hàn trần, loại dòng hàn AC, DC .
- Que hàn loại vỏ thuốc hệ rutin ( ký hiệu chữ R; vỏ bọc dày RR )
Trong thuốc bọc có các thành phần: oxit titan, grafit, mica, trường thạch, canxi, magiê cacbonat, ferô hợp kim. Loại que hàn này khi hàn hồ quang cháy ổn định ít bắn toé, mối hàn hình thành tốt, loại dòng hàn AC, DC nhưng dễ rỗ khí và nứt kết tinh trong mối hàn
3.2.4 Phân loại theo độ bền kéo:
Căn cứ vào độ bền kéo tối thiểu của kim loại que hàn để phân loại. Theo tiêu chuẩn việt nam có loại N38, N46…, theo tiêu chuẩn ISO có các loại E60…, E70…, E80…
3.3 Tác dụng của thuốc bọc que hàn:
3.3.1 Nâng cao tính ổn định hồ quang:
- Khi hàn bằng dòng một chiều que hàn trần không thuốc bọc vẫn có thể duy trì hồ quang cháy được, nhưng không ổn định.
- Nếu hàn bằng dòng xoay chiều không thể hàn được.
Qe hàn có thuốc bọc không những nâng cao tính ổn định của hồ quang, mà tiến hành hàn bình thường đối với dòng xoay chiều.
3.3.2 Bảo vệ kim loại nóng chảy khỏi tác động có hại của không khí.
- Khi hàn, thuốc bọc chảy sinh ra thể khí phủ lên hồ quang làm cho kim loại chảy cách ly với không khí bảo vệ kim loại chảy.
- Sau khi chảy thuốc bọc tạo thành lớp xỉ phủ lên mặt mối hàn, bảo vệ kim loại mối hàn tránh ôxy hoá và sự xâm nhập của các tạp chất khác. Đồng thời xỉ hàn có thể làm cho kim loại mối hàn nguội dần, thúc đẩy để khí thoát ra, giảm bớt khả năng sinh ra lỗ hơi.
3.3.3 Đẩy oxy thoát khỏi kim loại mối hàn tốt hơn:
Thuốc bọc tuy có khả năng sinh ra thể khí bảo vệ cách ly không cho tiếp xúc với kim loại chảy, nhưng không cách ly tuyệt đối, vẫn còn một ít không khí xâm nhập vào và ôxy còn có khả năng do những nguyên nhân khác mà được đưa vào vùng nóng chảy.
Cho nên ôxy tác dụng với kim loại sẽ tạo thành ôxít làm cho một số yếu tố nào đó của kim loại bị cháy hỏng, dẫn đến chất lượng của mối hàn giảm xuống. Do đó trong thuốc bọc còn có thêm một ít chất hoàn nguyên để đẩy ôxy trong ôxít ra, mới đảm bảo chất lượng mối hàn.
3.3.4 Bổ sung nguyên tố hợp kim để nâng cao cơ tính mối hàn:
Do ảnh hưởng nhiệt độ cao của hồ quang một số nguyên tố hợp kim của kim loại vật hàn và lõi thép que hàn bị cháy hỏng, làm cho cơ tính của mối hàn giảm xuống.
Để tránh những nhược điểm trên, trong thuốc bọc có tăng thêm một số nguyên tố hợp kim, khi bọc thuốc chảy, số nguyên tố này sẽ theo vào kim loại mối hàn, nâng cao cơ tính của kim loại mối hàn, thậm chí có khả năng vượt quá cơ tính vật hàn.
3.3.5 Làm cho quá trình hàn thuận lợi và nâng cao hiệu suất làm việc:
Thuốc bọc nóng chảy chậm hơn tốc độ nóng chảy của lõi thép que hàn, ở đầu lõi thép que hàn thuốc bọc hình thành ống bọc lồi ra, làm cho kim loại nóng chảy rất dễ chảy vào vùng nóng chảy tiện cho khi hàn ngửa và hàn đứng có thuốc bọc nhiệt lượng càng tập trung, kim loại bắn ra được giảm bớt, lượng kim loại hàn trong đơn vị thời gian được nâng cao.


3.4. Lõi thép que hàn:
3.4.1 Thành phần hoá học của lõi thép que hàn:
Để đảm bảo chất lượng mối hàn, đối với chất lượng lõi thép que hàn thường yêu cầu cao, có nhiều loại đối với que hàn dùng để hàn thép các bon thấp và thép hợp kim thấp xem bảng sau:


3.4.2 Sự ảnh hưởng của các nguyên tố trong lõi thép que hàn
- Cac bon: Là chất khử ôxy tương đối tốt, khi nhiệt độ cao sinh ra khí (CO, CO2) nó không hoà tan trong kim loại, nhưng có khả năng đẩy thể khí không có lợi đối với mối hàn trong không khí như ôxy, nitơ tạo ra luồng hơi để thổi những giọt kim loại chảy, do đó mà khi hàn đứng và hàn ngửa tương đối dễ nhưng nó lại tăng thêm sức bắn toé của kim loại.
Nếu lượng các bon nhiều hơn, khi thao tác hàn không được chính xác, kim loại nóng chảy bị nguội nhanh thể khí sinh ra khó thoát tạo thành những lỗ hơi. Các bon nhiều quá làm cho điểm nóng chảy của lõi thép que hàn hạ xuống, tính lưu động và điện trở suất tăng đồng thời tính dẻo giảm, tính giòn tăng, tính nhạy cảm đường nứt tăng.
Do đó hàm lượng cácbon trong lõi thép que hàn thường hạn chế dưới 0,18%
- Mangan : Là chất khử ôxy rất tốt nó có thể hoà hợp với lưu huỳnh để tạo thành sun phát mangan (MnS), có thể tác dụng khử lưu huỳnh và khả năng giảm nứt vì nóng. Nó là chất thấm hợp kim, nâng cao cơ tính mối hàn.
Hàm lượng Mn trong lõi thép que hàn thường hạn chế từ 0,4 ÷ 0,6 %, có một số lõi thép que hàn trên 0,8 ÷ 1,1%.
- Silic: Năng lực đẩy ôxy của Silic mạnh hơn Mangan. Nhưng vì Biôxít Silic do Silic và ô xít tạo thành Si02 có điểm nóng chảy cao, làm cho xỉ hàn đặc thêm, mối hàn dễ lẫn xỉ. Mặt khác do năng lực đẩy ôxy của nó, làm cho cácbon trong vùng nóng chảy ở nhiệt độ cao, không ôxy hoá được, nhưng khi vùng nóng chảy đông đặc, cácbon mới bị ôxy hoá thể sinh ra, sau khi bị ôxy hoá khó thoát tạo thành lỗ hơi. Ngoài ra (Si) nhiều làm cho kim loại bắn tóe, nên hàm lượng (Si) trong lõi thép que hàn thường hạn chế dưới 0,03%.
- Crôm: Trong lõi thép que hàn cácbon thấp, Crôm là tạp chất, sau khi bị ôxy hoá sẽ thành ôxít Crôm (Cr203) khó chảy làm tăng hàm lượng xỉ hàn lẫn trong mối hàn, do đó hạn chế dưới 0,03%.
- Ni Ken: Cũng là tạp chất, nhưng nó không ảnh hưởng gì đối với quá trình hàn.
Hàm lượng Niken cho phép trong lõi thép que hàn không quá 0,30%
- Lưu Huỳnh – Phốt pho: Là hai tạp chất có hại tồn tại trong thép khi khai thác và luyện kim trong thép, lưu huỳnh kết hợp với sắt tạo thành sunfát sắt (FeS) điểm nóng chảy thấp so với sắt, cho nên mối hàn ở nhiệt độ cao sẽ bị nóng nứt.
Phốt pho hợp với sắt thành phốt pho sắt (Fe2P) hoặc (Fe4P) làm tăng tính lưu động của kim loại, ở nhiệt độ bình thường biến giòn. Cho nên hàm lượng phốt pho và lưu huỳnh trong lõi thép que hàn chỉ được nhỏ hơn 0,04%. Đối với hàn kết cấu quan trọng yêu cầu P , S < 0,03%.
3.5 Quy cách que hàn:
- Chiều dài que thường từ 250 ÷ 450 mm, nó phụ thuộc vào đường kính, thành phần kim loại và thuốc bọc. Nếu giảm đường kính mà tăng chiều dài thì sẽ tăng hiện tượng nung nóng que hàn khi hàn, tạo điều kiện nóng chảy nhanh gây hiện tượng bắn tóe khi hàn, dẫn đến sự hình thành mối hàn không tốt. Còn nếu chiều dài ngắn thì lãng phí kim loại (đầu thừa không hàn) bởi vậy ứng với một đường kính que hàn phải có chiều dài thích hợp.
- Đường kính que hàn phụ thuộc vào chiều dày vật hàn và có kích thước từ 1 ÷ 12 mm. Thông dụng là que hàn có đường kính từ 1 ÷ 6 mm, lớn hơn 6 mm ít dùng.
Quy cách que hàn được quy định chung trong hệ thống quy định quốc tế:


3.6. Ký hiệu que hàn:
3.6.1. Theo tiêu chuẩn Việt Nam:
- Que hàn thép các bon thấp và thép hợp kim thấp TCVN 3734 -89. Cấu trúc chung của ký hiệu que hàn có dạng như sau : N XX X X
- (2) (3)
N : Que hàn
- : Có hai chữ số chỉ giới hạn bền kéo tối thiểu (KG /mm2) và chỉ tiêu khác chỉ cơ tính mối hàn (Bảng TCVN 3223 -89)
- : Có một chữ số (6) chỉ loại dòng điện một chiều và phương pháp đấu (DC +) với que hàn .
(3): Có một chữ in hoa chỉ hệ vỏ thuốc bọc của que hàn: A (Axít), B (Bazơ), R (Rutin) …
Bảng15.1.1 Cơ tính của kim loại mối hàn theo tiêu chuẩn TCVN 3223 -89


Bảng15.1.2 Quy định các chỉ tiêu về thành phần hoá học của kim loại đắp


* Que hàn thép chịu nhiệt (có cấu trúc như sau)
Hn Cr XX Mo XX V XX ….. – XXX X
(1) ( 2) ( 3) (4) (5) (6)
- : Crôm và hàm lượg tính theo phần nghìn .
- : Molip đen và hàm lượng của nó tính theo phần nghìn .
- : Vanađi và hàm lượng của nó tính theo phần nghìn .
- : Nguyên tố hợp kim khác và hàm lượng của nó tính theo phần nghìn .
- : Nhiệt độ làm việc lớn nhất (OC).
- : Nhóm vỏ bọc (A, B , R … ).
Ví dụ : Hb. Cr 05. Mo 10 .V04 – 450R .
* Que hàn thép bền nhiệt và không gỉ nhiệt (có cấu trúc như sau ).
Hb: Chỉ que hàn thép bền nhiệt và không gỉ .
(1): Ký hiệu các nguyên tố hợp kim Cr, Ni , Mn và các nguyên tố khác (nếu có) cùng hàm lượng tương ứng của chúng tính theo phần % .Nếu không có các chữ số kém theo thì hàm lượng của các nguyên tố đó là xấp xỉ 1% .
: Là nhiệt độ làm việc ổn định của mối hàn (0 C) .
- : Nhóm vỏ bọc (A , B …)
Ví dụ : Hb Cr18 Ni8 Mn – 600 B .
- Que hàn thép hợp kim có độ bền cao (có cấu trúc như sau).
Hc XX Cr XX Mn XX W XX … XXX – X
- …………………………(2) …………. (3)……….(4)
Hc : Chỉ que hàn thép hợp kim có độ bền cao .
- : Gới hạn bền kéo tối thiểu (Tính theo KG/ mm2).
- : Ký hiệu các nguyên tố hợp kim Cr, Mn, W và các nguyên tố khác (nếu có) với hàm lượng tương ứng của chúng tính theo phần trăm, nếu không có các chữ số kèm theo thì hàm lượng của các nguyên tố xấp xỉ 1%
- : Nhiệt độ làm việc ổn định của các mối hàn 0C .
- : Nhóm vỏ thuốc bọc que hàn (A, B…).
Ví dụ: Que hàn có ký hiệu Hc .60.Cr18. V.W.Mo – B
3.6.2 Ký hiệu que hàn theo tiêu chuẩn ISO
Cấu trúc như sau: Gồm có 8 loại thông tin khác nhau trong đó 4 loại phần đầu là bắt buộc, còn 4 loại phần cuối chỉ cung cấp them thông tin (nếu có chứ không bắt buộc).
- : Ký hiệu bằng chữ E là que hàn .
- : Có hai chữ số 43 hay 51 chỉ giới hạn bền kéo của kim loại mối hàn .
- : Một chữ số trong các số tự nhiên ( 0; 1 ; 2 ; 3; 4; 5).Chỉ độ giãn dài %
- : Có 1 đến 2 chữ cái nhóm vỏ thuốc bọc que hàn (A, B..).
- : Có 3 chữ số (110 , 120 …).Chỉ hiệu suất đắp của que hàn Kc (%)
- :Hàm lượng H2 nhỏ hơn 15 M3/100 gam kim loại đắp .
Ví dụ: E 51 5B 120 2 6 H
3.6.3 Ký hiệu que hàn theo tiêu chuẩn AWS:
- Que hàn thuốc bọc hàn thép C:


+ Quy định về vị trí hàn:
1 – Hàn tất cả mọi vị trí
2 – Hàn bằng và hàn ngang
3 – Hàn bằng, hàn ngang, hàn trần và hàn đứng từ trên xuống.
+ Quy định về lớp thuốc bọc que hàn:




- Que hàn thuốc bọc hàn thép hợp kim thấp:
- Quy định về nguyên tố hợp kim: Một hoặc nhiều chữ cái chỉ thị hàm lượng % các nguyên tố hợp kim chính của que hàn:
- Tiêu chuẩn này chia que hàn thành 6 nhóm chính như sau: Nhóm 1: Que hàn thép C – Mo ( loại 0.5 Mo ).
- XX thường là 10, 11, 15, 16, 18, 20, 27 tuỳ theo vỏ thuốc bọc (tiêu chuẩn AWS A5.1 ).
- Thành phần hoá học của mối hàn (%):
- 12%, Mn 0.6 ÷ 1.0%, Si 0.4 ÷ 0.8%, Mo 0.4 ÷ 0.65%.
Tính chất mối hàn:
- Giới hạn bền kéo: 480 MPa, giới hạn chảy 390MPa, độ giãn dài 22 ÷,25%.




Nhóm 2 :Que hàn thép Cr – Mo (gồm 5 phân nhóm).
- Nhóm 2.1: E 8016 – B1; E 8018 – B1; (0.5Cr – 0.5Mo). Tính chất mối hàn :
– Giới hạn bền kéo 550 MPa, giới hạn chảy 460 MPa, độ giãn dài 19%
- Nhóm 2.2: E80XX -B2 hoặc B2L(1Cr – 0.5Mo) với XX là 15, 16, 18. Tính chất mối hàn :
- Giới hạn bền kéo : 550 MPa, giới hạn chảy 460 MPa, độ giãn dài 19%. + Nhóm 2.3 : E 90 XX – B3 hoặc B3L (2Cr – 1Mo) với XX là 15, 16,


18. Tính chất mối hàn :
- Giới hạn bền kéo 620MPa, giới hạn chảy 530MPa, độ giãn dài 17%.
+ Nhóm 2.4 : E 8015 – B4L (2Cr – 0.5Mo)
Tính chất mối hàn :
- Giới hạn bền kéo 620 MPa, giới hạn chảy 530 MPa, độ giãn dài 19%.
Nhóm 2.5 : E 8016 – B5 ( 0.5Cr – 1Mo – V )
Tính chất mối hàn :
- Giới hạn bền kéo 550 MPa, giới hạn chảy 460 MPa, độ giãn dài 19%. Nhóm 3: Que hàn thép Ni gồm (5 phân nhóm) .
- Nhóm 3.1: E8016 – C1 ; E8018 – C1 (2.5Ni ) .
- Giới hạn bền kéo 550 MPa, giới hạn chảy 460 MPa, độ giãn dài 19%, độ dai va đập 27 J ở – 59oC .
- Nhóm 3.2: E 7015 – C1L, E7016 – C1L, E7018 – C1L
Tính chất mối hàn :
- Giới hạn bền kéo 550 MPa, giới hạn chảy 460MPa, độ giãn dài 19%, độ dai va đập 27J ở – 730
- Nhóm 3.3 : E8016 – C2, E8018 – C2 ( 3.5Ni ) .
Tính chất mối hàn :
- Giới hạn bền kéo 550 MPa, giới hạn chảy 460MPa, độ giãn dài 19%, độ dai va đập 27 J ở – 730
- Nhóm 3.4 : E7015 – C2L, E 7016 – C2L, E7018 – C2L .
- Giới hạn bền kéo 550MPa, giới hạn chảy 460MPa, độ giãn dài 19%, độ dai va đập 27 J ở – 1010
- Giới hạn bền kéo 550 MPa, giới hạn chảy 460MPa, độ giãn dài 24%, độ dai va đập 27 J ở – 4000
Nhóm 4: Điện cực thép Ni – Mo.
Phân loại : E8018 NM .
Tính chất mối hàn
Giới hạn bền kéo 550 MPa, giới hạn chảy 470 MPa, độ giãn dài 24%, độ dai va đập 27 J ở – 40C .
Nhóm 5: Que hàn Mn – Mo gồm (3 phân nhóm)
- Nhóm 5.1 : E9015 – D1, E9018 – D1 (1.5Mn , 0.3Mo).
Tính chất mối hàn :
- Giới hạn bền kéo 620 MPa, giới hạn chảy 530 MPa, độ giãn dài 17%, độ dai va đập 27 J ở – 510C.
- Nhóm 5.2 : E 8016 – D3, E 8018 – D3 (1.5 Mn , 0.5 Mo).
Tính chất mối hàn :
- Giới hạn bền kéo 550MPa, giới hạn chảy 460MPa, độ giãn dài 24%, độ dai va đập 27 J ở – 510C.
- Nhóm 5.3 : E100XX – D2, (1.75Mn, 0.3Mo ), XX là 15, 16, 18.
Tính chất mối hàn :
- Giới hạn bền kéo 690MPa, giới hạn chảy 600MPa, độ giãn dài 16%, độ dai va đập 27 J ở – 510C.
Nhóm 6: Tất cả các loại que hàn thép hợp kim thấp khác (khoảng các nguyên tố hợp kim khá rộng) gồm hai phân nhóm , phía cuối có chữ G cho phân nhóm thứ nhất , chữ M hoặc W cho phân nhóm thứ hai .
Nhóm 6.1: E XX 10 – G; E XX11 – G, E X13 – G; E XX15 – G; EXX16 –G,E XX18 – G; XX là 70, 80, 90, 100, 110, 120.
Tính chất mối hàn :
– Khi XX là 70, 80, 90, 100 các tính chất tương tự các mức độ bền tương đương nêu trên .
– Khi XX là 110 và 120 các tính chất như sau .
+ Nhóm 6.2: ( Mn – Ni – Cr – Mo – V ) gồm 7 loại, thành phần hoá học mối hàn được nêu trên bảng 15.1.3, tính chất cơ học trong bảng sau:
Bảng15.1.3 Yêu cầu thành phần hoá học của que hàn cấp M và W.


Bảng 15.1.4 Các yêu cầu về cơ tính của que hàn cấp M và W


- Que hàn thép không gỉ và thép Crôm – Niken theo AWS A5.4.
Tiêu chuẩn này có tới 38 loại que hàn với hàm lượng Cr trong kim loại mối hàn từ 0.4 đến 32% và Ni có thể đến 37%. Que hàn được phân loại dựa vào
thành phần hoá học, các yêu cầu về cơ tính của mối hàn và loại dòng điện hàn. Ký hiệu bắt đầu bằng chữ E chỉ que hàn, tiếp theo tổ hợp các chữ số và các ký tự biểu thị thành phần hoá học của kim loại mối hàn ( Bảng 15.1.6) ; hai chữ số 15 hoặc 16 dùng để ký hiệu vị trí của mối hàn trong không gian, loại dòng điện, cực tính của dòng một chiều như trong bảng.
Bảng15.1.6 Yêu cầu cơ tính của kim loại mối hàn theo AWS A5.4


- Nung nóng 840 – 870 0C, giữ nhiệt 2 giờ, làm nguội cùng lò 65 0C /h đến 600 0C , làm nguội bằng không khí.
- Nung nóng 600 -620 0C , giữ nhiệt 1 h . làm nguội bằng không khí .
- Nung nóng 760 – 790 0C giữ nhiệt 2h, làm nguội cùng lò 55 0C /h).
- Nung nóng (1020 –1050 0C /h ), giữ nhiệt 1h làm nguội bằng không khí đến 20 0C , giữ nhiệt 4h làm nguội bằng không khí .
- Que hàn thuốc bọc hàn thép không gỉ – AWS
- (2) (3)
Trong đó :
* E (Electrode) : Điện cực.
- – Gồm 3 chữ số : Chỉ thị thành phàn hoá học kim loại hàn kết tinh
- – Một hoặc nhiều chữ cái chỉ thị sự thay đổi thành phần hoá học cơ
bản
L : Hàm lượng corban thấp
Lb : Thêm vào nguyên tố Coban, giảm hàm lượng Carbon
M0 : Thêm vào nguyên tố Molyden, giảm hàm lượng Carbon
- Số chỉ thị vị trí hàn, loại thuốc bọc và dòng điện hàn 15 : Thuốc bọc có chứa đá vôi
16 : Thuốc có chứa đá vôi hoặc Titan, dòng AC hoặc DCEN ( DC – ) hoặc DCEP (DC +)
3.6.4 Ký hiệu que hàn thép các bon thấp theo tiêu chuẩn Nhật Bản (JIS).
D X X X X Ví dụ : D4313
- (2)(3) (4)
- Chỉ điện cực hàn .
- Chữ số chỉ biểu thị độ bền kéo tối thiểu của mối hàn ( KG/ mm2).
- Chỉ vị trí hàn :
0- Hàn ở mọi tư thế .
1- Hàn ở mọi tư thế .
2- Hàn bằng và hàn ngang .
3- Hàn mọi vị trí và cả vị trí đặc biệt .
- loại thuốc bọc .
- Hỗn hợp ilmente.
- Oxít titan.
- Hỗn hợp ôxit- titan cao.
3.7 Phương pháp bảo quản que hàn:
Việc bảo quản que hàn tốt hay xấu có ảnh hưởng rất lớn để chất lượng mối hàn. Bảo quản theo các điều kiện sau:
- Que hàn phải để trong kho khô ráo và thông gió tốt. Nhiệt độ trong kho không nhỏ quá 1800
- Khi cất giữ các loại que hàn phải kê cao (không thấp quá 300mm), đồng thời phải để cách vách tường lớn hơn 300mm, đề phòng que hàn ẩm mà biến chất.
- Kho chứa que hàn phải có thiết bị nung nóng để sấy khô que hàn.
- Nếu thấy que hàn bị ẩm thì phải sấy: Que hàn có tính axít sấy ở nhiệt độ 1500C (từ 1÷2 giờ), que hàn có tính kiềm sấy ở nhiệt độ 2500C (từ 1÷2 giờ).
- Các loại que hàn bị ẩm sau khi sấy khô đem hàn thử, nếu không phát hiện thấy hiện tượng thuốc bọc rơi ra từng mảng, hoặc trên mối hàn có lỗ hơi thì chứng tỏ que hàn đó vẫn đảm bảo chất lượng để hàn.
- Khi làm việc ở ngoài trời cách đêm cần phải giữ que hàn cho tốt, đề phòng que hàn bị ẩm mà biến chất.